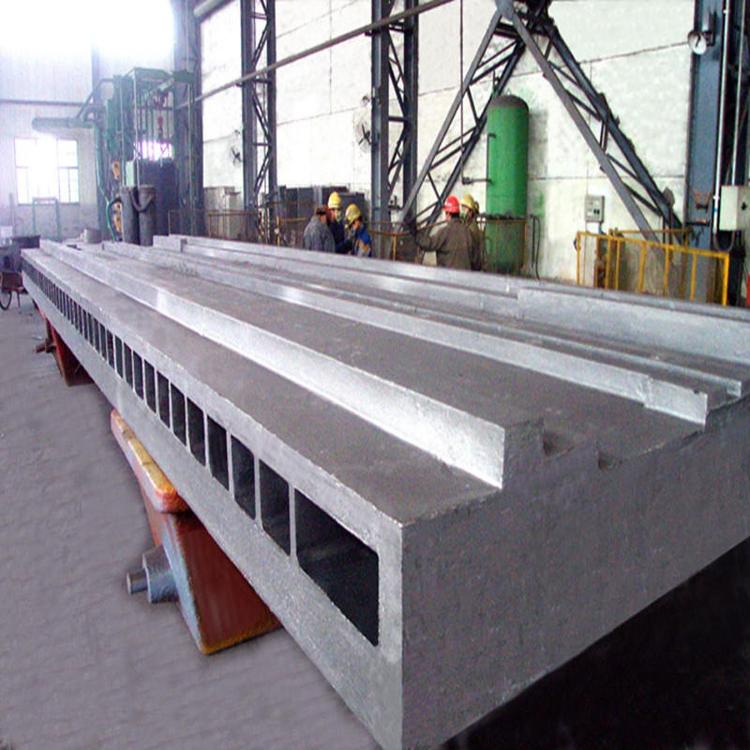
大型铸件

大型铸件属铸造工艺产品,铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造是现代机械制造工业的基础工艺之一。

大型铸件解决铸件缩松缺陷的方法,根本的着眼点就是“热平衡”。
大型铸件材质采用铸铁HT250-300,抗拉力强,使用寿命长。
大型铸件均采用树脂砂、消失模实型铸造。这种工艺使得大型铸件尺寸精度高,均匀一致,不扣箱,大型铸件无飞边、毛刺;表面光滑度接近铸造,内部结构稳定,排除或降低了砂眼、气孔等铸造缺陷,整个生产过程三级环保,没有污染。
大型铸件经过两次人工时效处理,去除内应力。铸件内部结构稳定,不易变形。
大规格的大型铸件可拼接制作,铸件时可分开来铸。加工时进行整体加工,使其保证安装及使用精度。

大型铸件的优点:
1、大型铸件尺寸形状精确,重复性好,具有精密铸造的特点;
2、大型铸件的表面光洁度高;
3、不合箱、不取模,简化了造型工艺,消除了因取模、合箱引起的机床床身铸造缺陷和废品;
4、可在理想位置设置合理形状的浇冒口,不受分型、取模等传统因素的制约,减少了铸件的内部缺陷;
5、组合浇注,一箱多件,提高了大型机床铸件的工艺出品率和生产效率;
6、减少了加工量,降低了机加工成本;
7、采用无粘结剂、无水分、无添加物的干砂造型,根除了由于水分、添加物和粘结剂引起的各种铸造缺陷和废品;
8、简化了砂处理系统,型砂可全部重复使用,取消了型砂制备工部和废砂处理工部;
9、大型铸件无飞边毛刺,使清理打磨工作量减少。

大型铸件在凝固过程中,它的各部分尺寸一般都要缩小,铸件尺寸缩小的百分率,叫做铸造线收缩率或铸造收缩率。制造铸模 ( 包括芯盒) 时,要按确定的铸造收缩率,将铸模放大一些,以保证冷却后铸件的尺寸符合要求。大型铸件冷却时各个尺寸的收缩量可由下式求得:
收缩量 = 大型铸件尺寸×铸造收缩率
1、大型铸件的结构复杂收缩困难,铸件的收缩率减小。例如,同一成分浇注的铸钢件,因结构形状不同,其中以自由收缩时的收缩率大。
2、大型铸件的材料铸件的材料不同,铸造收缩率也不同。例如,铸钢的收缩率比灰铸铁大;灰铸铁中硫多时,收缩率增大,硅多时收缩率减小。
3、大型铸件的退让性铸型的退让性好,铸件的收缩率增大。例如,用湿性和水玻璃砂型浇铸的铸件比干型浇铸的铸件的收缩率大。同样道理,随着铸件的尺寸增大,铸型的退让性变差,铸件的收缩率 也就减小。
所以铸造收缩率要结合实际情况来选择。尺寸要求精确的大型铸件,铸造收缩率要根据试浇的大型铸件进行修正。同一个大型铸件,由于结构上的原因,其轴向与径向或长、宽、高三个方向的收缩率可能不一致。对于尺寸要求较精确的大型铸件,各个方向应给以不同的收缩率。在实际生产中,一般的大型铸件,特别是尺寸不大的大型铸件,各个方向都用同一的收缩率,尽管这样会造成一些误差,但由于误差一般不大,而这样大大便于铸模的加工制造。
经过安定发展,泊头市峰洋机械设备有限公司规模不断发展壮大。在我司完善的出售和售后团队的服务下,已在加工厂商中获得广泛的支持,关于公司售出的机床铸件,公司不只会在付款当天内按时发货,并且还提供售后服务。欢迎来厂参观。
